nationwide manufacturing services









product benefits
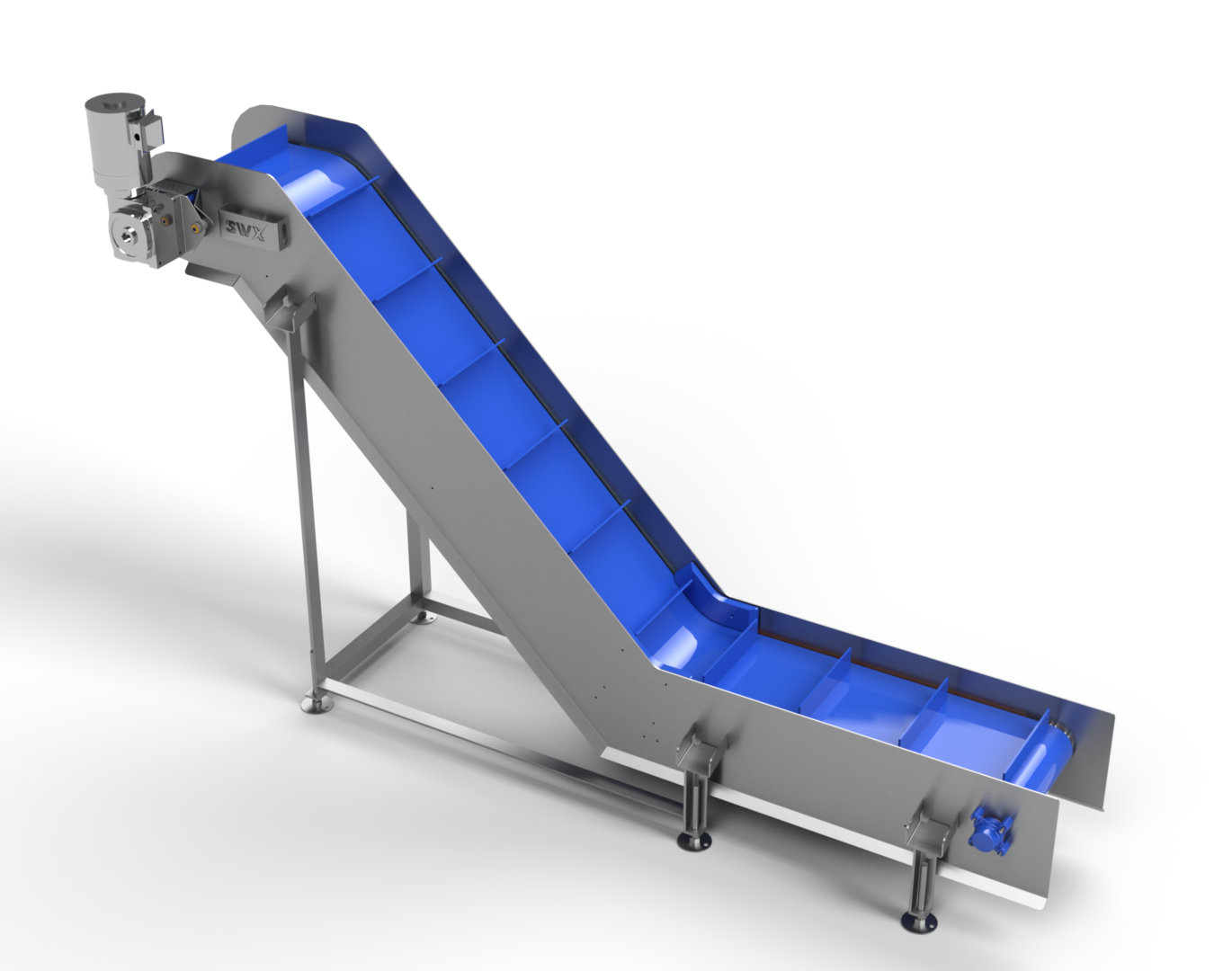
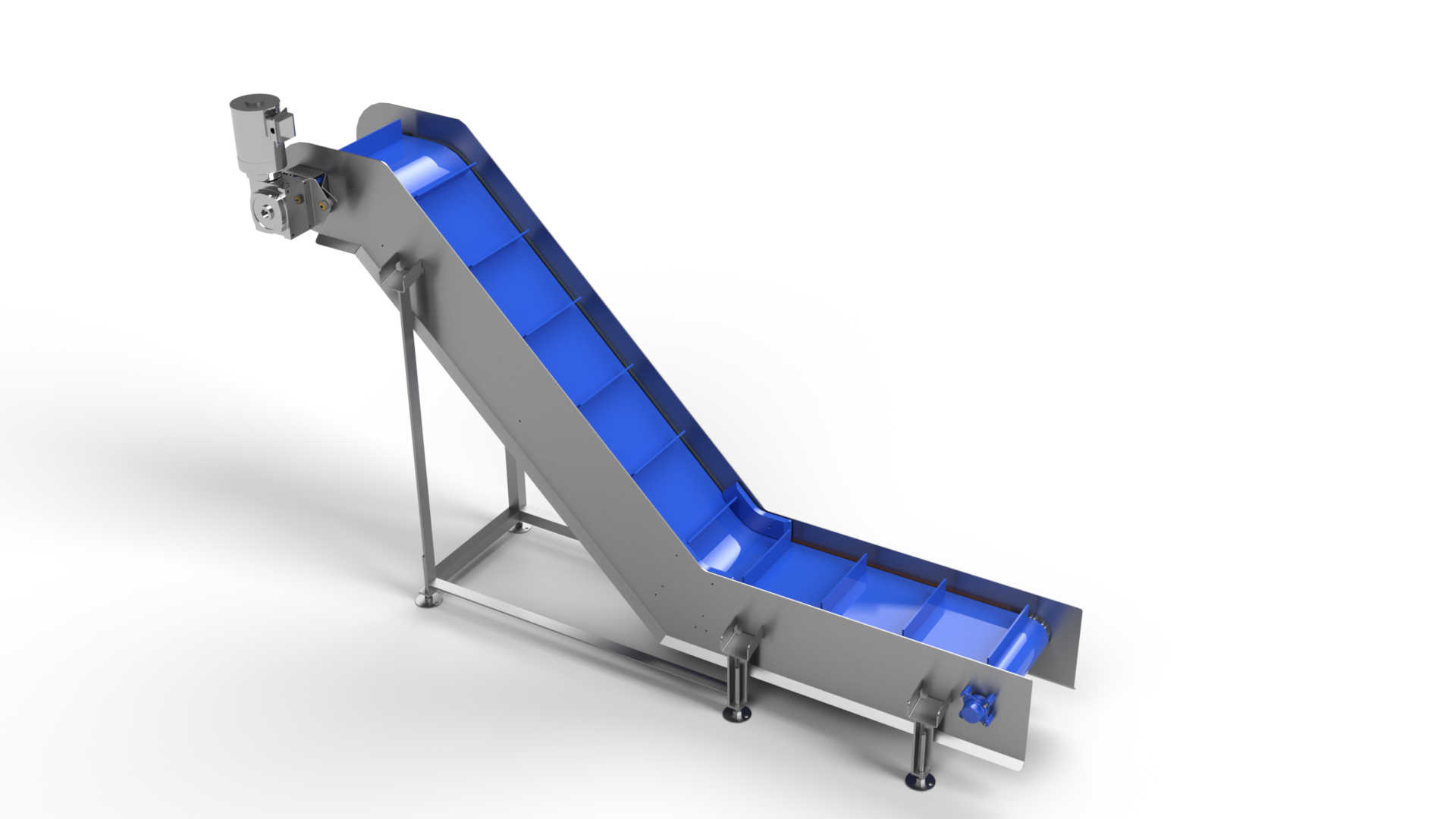
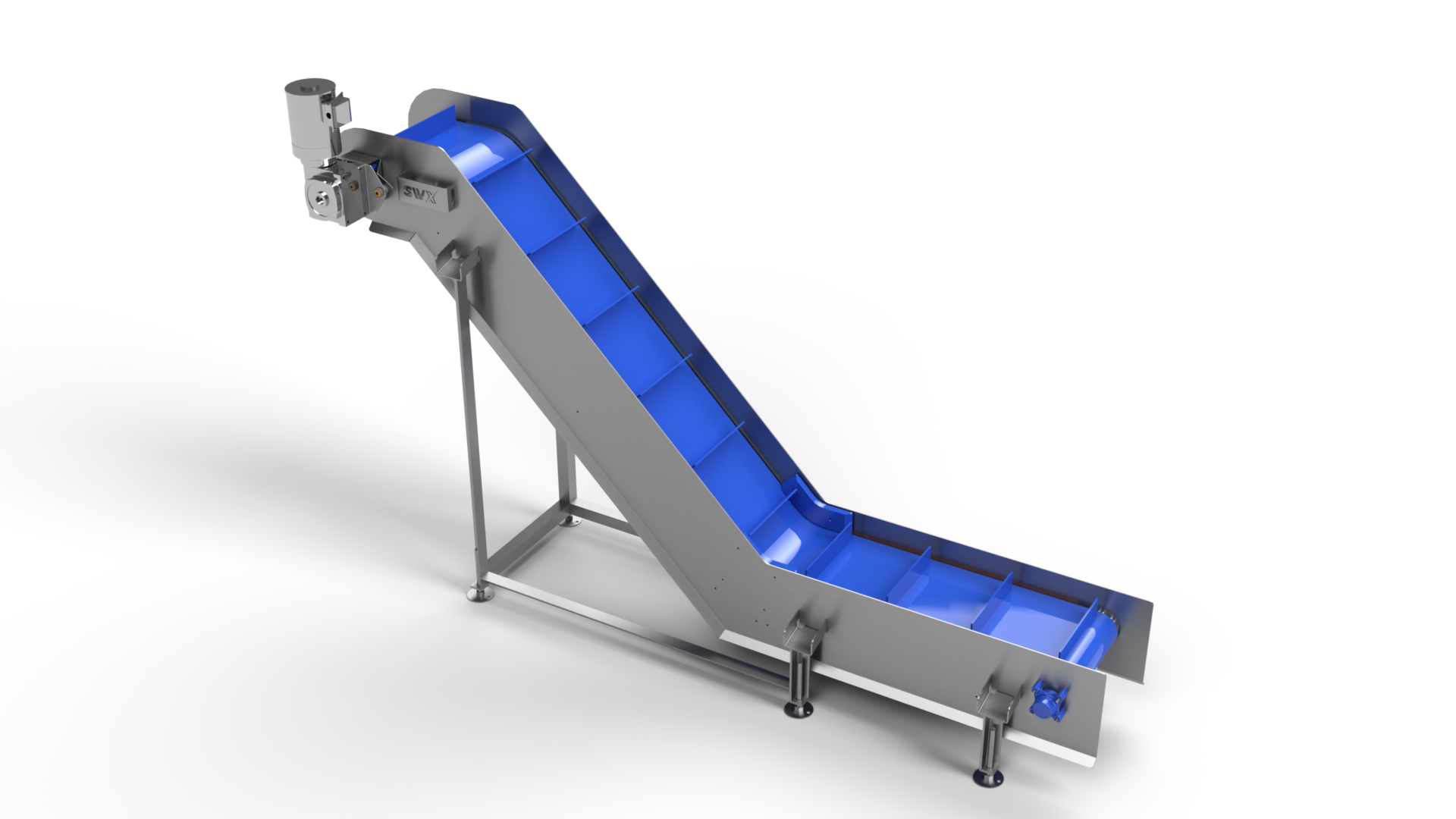
Incline Conveyor
Food Safety & Benefits
•
Versatile Applications: Transports materials vertically between different elevations in production, storage, or distribution.
•
Key Roles: Connects various production stages, facilitates bulk material handling, and feeds products into machinery.
•
Industries Served: Common in agriculture, mining, food processing, logistics, and manufacturing.
•
Efficiency Boost: Speeds up material transport, reduces manual handling, and integrates workflows.
•
Space-Saving Design: Optimizes floor space by utilizing vertical movement.
•
Cost Reduction: Lowers labor costs and minimizes risks associated with manual handling.
•
Safety Enhancement: Reduces workplace accidents by automating material movement.
•
Customizable Features: Tailored with cleats, sidewalls, and belts for specific material needs.
•
Durability: Built to withstand heavy-duty use and harsh environments.
•
Energy Efficiency: Incorporates energy-saving motors and optimized performance designs.
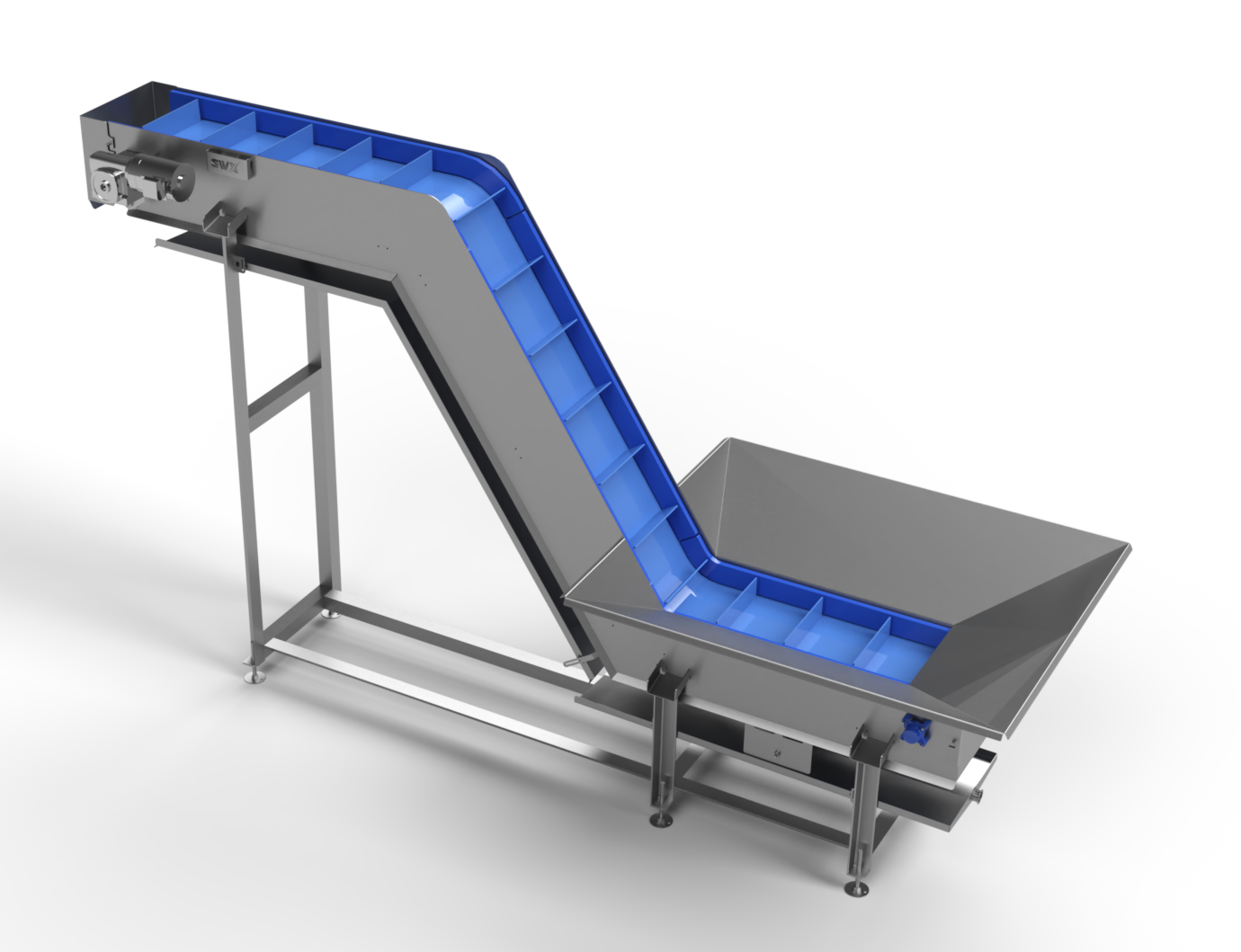
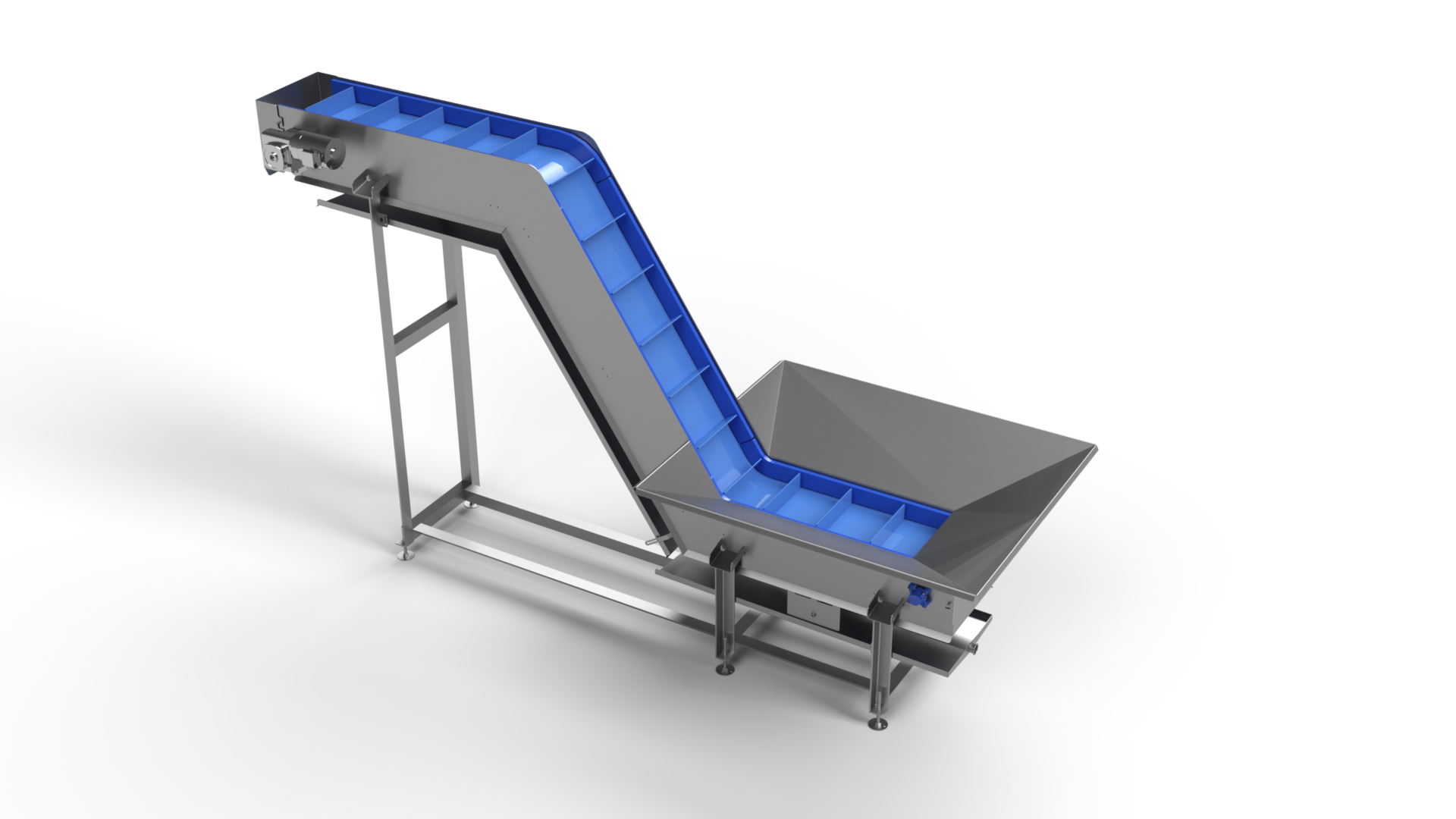
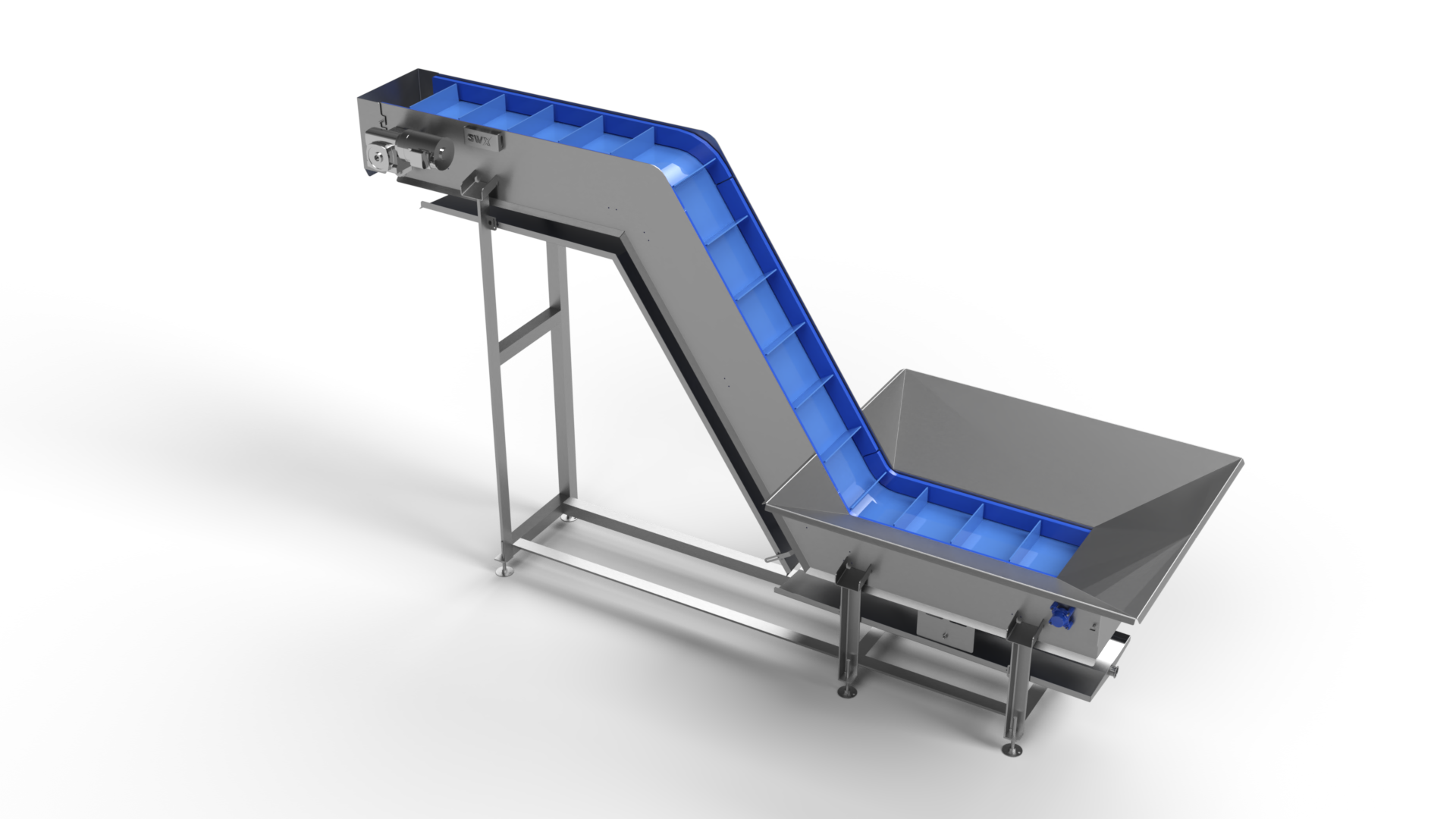
Hopper Incline Conveyor
Food Safety & Benefits
•
Versatile Applications: Combines a hopper and conveyor belt to transport bulk materials like grains, sand, powders, or small parts at an upward angle.
•
Key Roles: Hopper used for dumping large quantities of product, while the conveyor separates and moves materials to different levels in production, packaging, and food processing.
•
Industries Served: Ideal for agriculture, food processing, recycling, waste management, and automated packaging systems.
•
Efficient Material Transport: Minimizes spillage, especially at steep angles, while the hopper ensures bulk materials are handled smoothly.
•
Space-Saving Design: The inclined hopper-conveyor setup optimizes floor space by transporting materials vertically or at an angle.
•
Customizable Features: Adjustable hopper size, conveyor angle, and belt types tailored to suit specific materials and capacities.
•
Durability & Reliability: Built with robust materials to handle heavy-duty applications, requiring low maintenance due to its simple construction.
•
Enhanced Productivity: The hopper feeds large quantities into the conveyor, speeding up material handling and improving workflow efficiency.
•
Safety: Reduces workplace injuries by automating material handling and minimizing manual lifting.
•
Cost-Effective: Lowers labor costs by automating the material transfer process and offers energy-efficient options for reduced operational expenses.
•
Versatility: Capable of handling a wide range of materials from powders to bulkier items, ideal for industries like agriculture, food, pharmaceuticals, and construction.
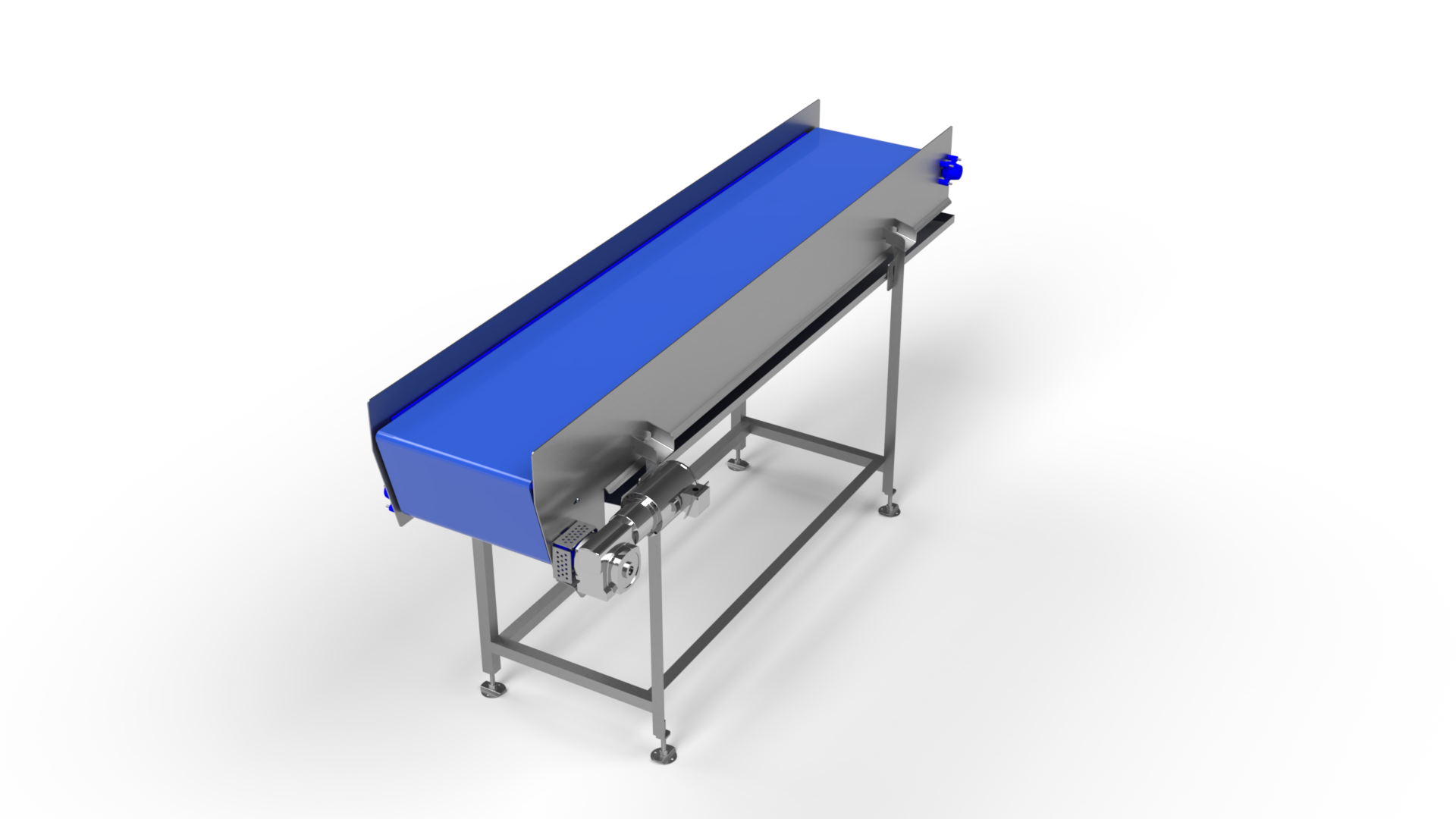
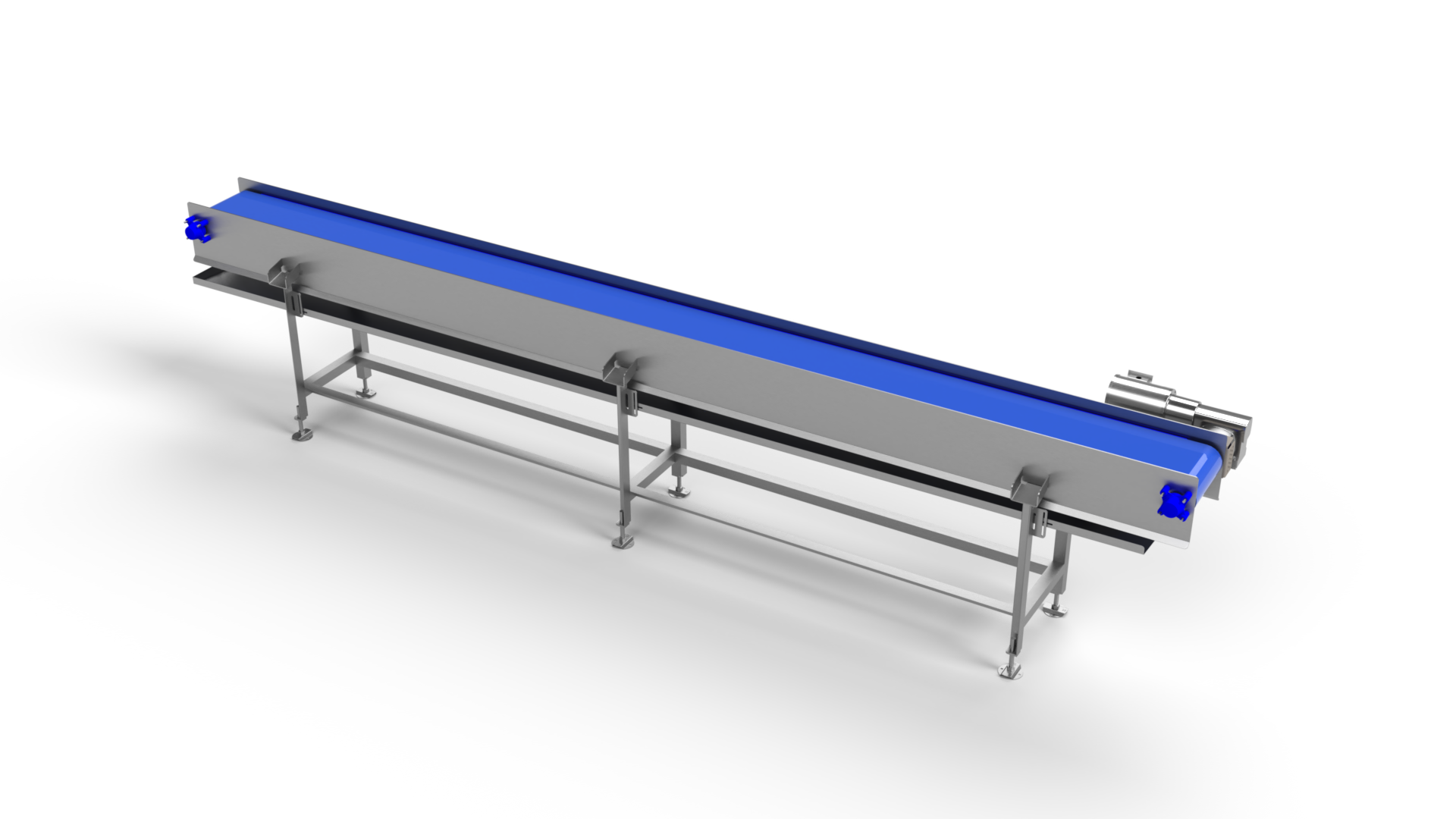
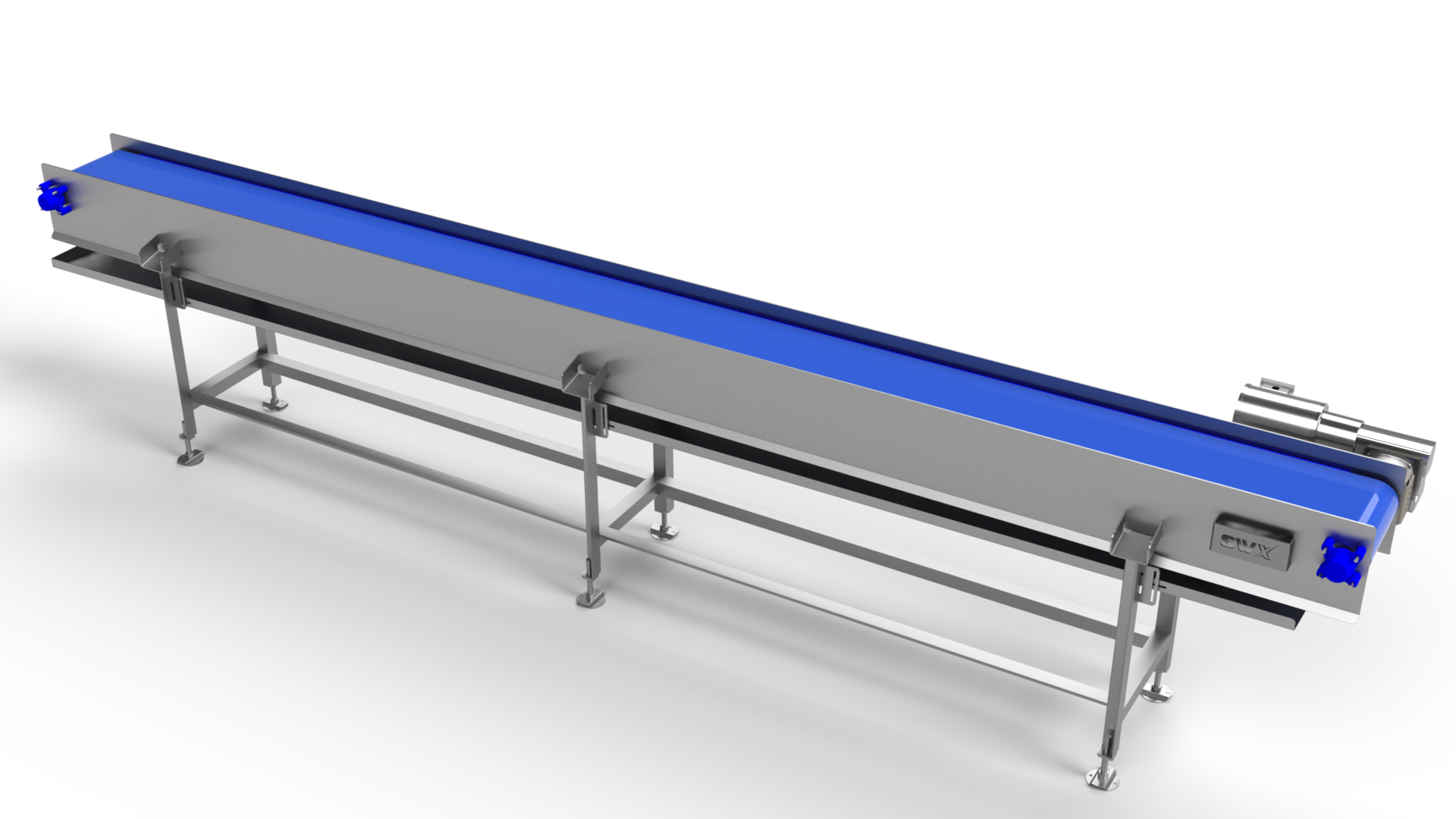
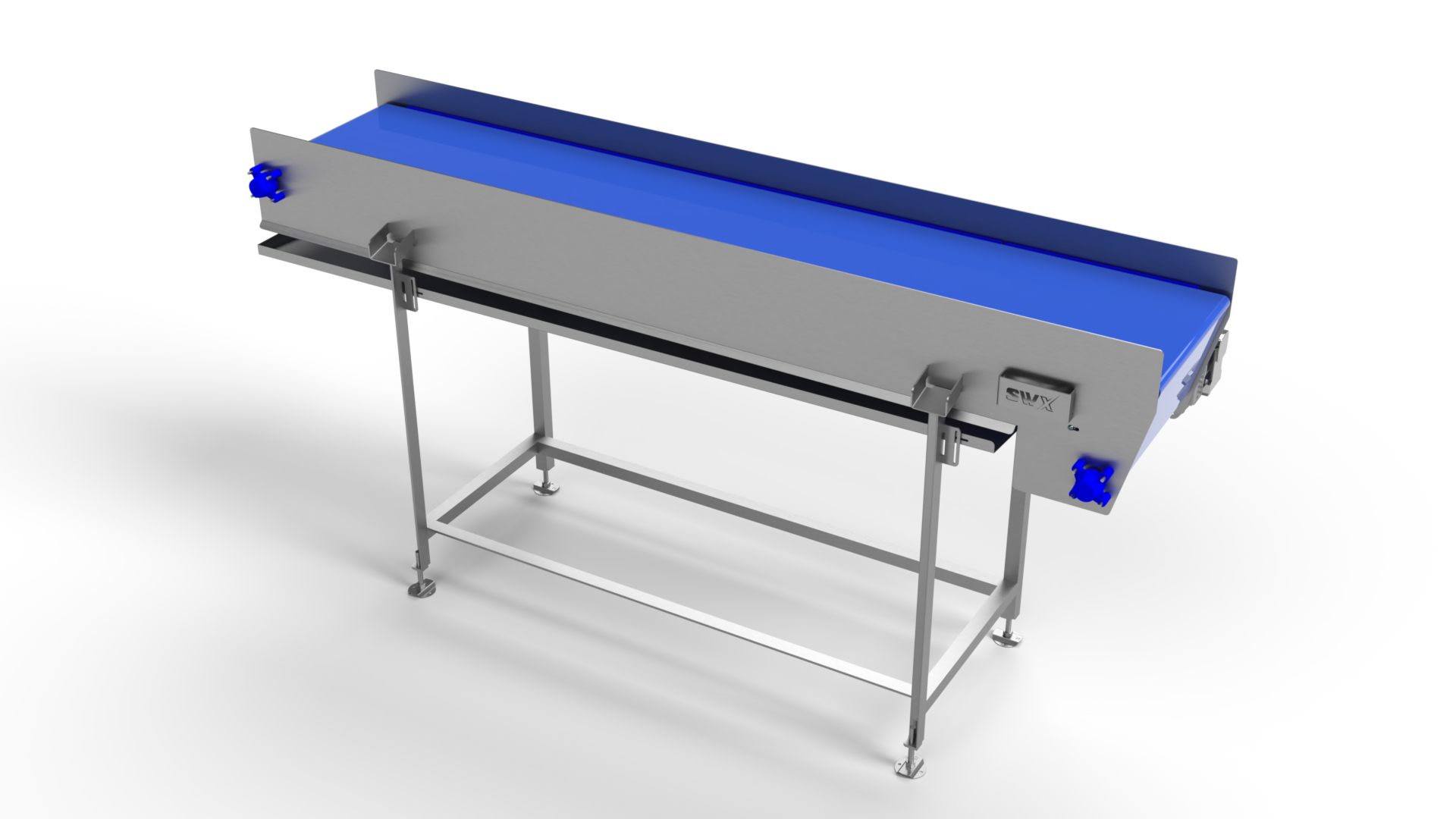
Straight CNV Master
Food Safety & Benefits
•
Versatile Applications: Transports materials over a linear distance in manufacturing, packaging, and distribution.
•
Key Roles: Integrates into assembly lines, supports sorting, and facilitates loading/unloading in warehouses.
•
Industries Served: Common in manufacturing, food processing, pharmaceuticals, and logistics.
•
Efficiency Boost: Speeds up material transport, reduces manual handling, and integrates workflows.
•
Space-Saving Design: Optimizes floor space by efficiently moving materials along a linear path.
•
Cost Reduction: Lowers labor costs and minimizes wear on materials.
•
Safety Enhancement: Reduces workplace injuries by automating material handling.
•
Customizable Features: Can be tailored with various conveyor belts (rubber, steel, modular) for different needs.
•
Durability: Built to withstand heavy loads with low maintenance requirements.
•
Scalability: Easily extendable and adaptable to growing operational needs.

Tight Transfer Conveyor
Food Safety & Benefits
· Versatile Applications: Tight transfer conveyors are used for transferring small, delicate, or high-value products seamlessly between conveyor systems or machinery, ensuring precise positioning during transitions.
· Key Roles: Ensure smooth product movement, minimize damage or misalignment, maintain product orientation, and support precision in inspection, sorting, and quality control tasks.
· Industries Served: Widely utilized in food and beverage production, pharmaceutical manufacturing, electronics assembly, packaging operations, and other precision-driven industries.
· Efficiency Boost: Streamlines production lines by reducing product loss, minimizing downtime, and optimizing operational performance.
· Hygiene and Compliance: Designed to meet stringent standards such as FDA and HACCP, ensuring cleanliness and minimizing contamination risks in food and pharmaceutical environments.
· Durability: Constructed with robust materials to handle continuous use and high-speed operations, ensuring long-term reliability in demanding conditions.
· Safety Features: Prevent product jamming or dropping, reduce risks to operators, and maintain consistent line performance.
· Customizable Designs: Adaptable to specific product dimensions, weights, and conveyor layouts, with options like variable speeds, integrated sensors, and tailored configurations.
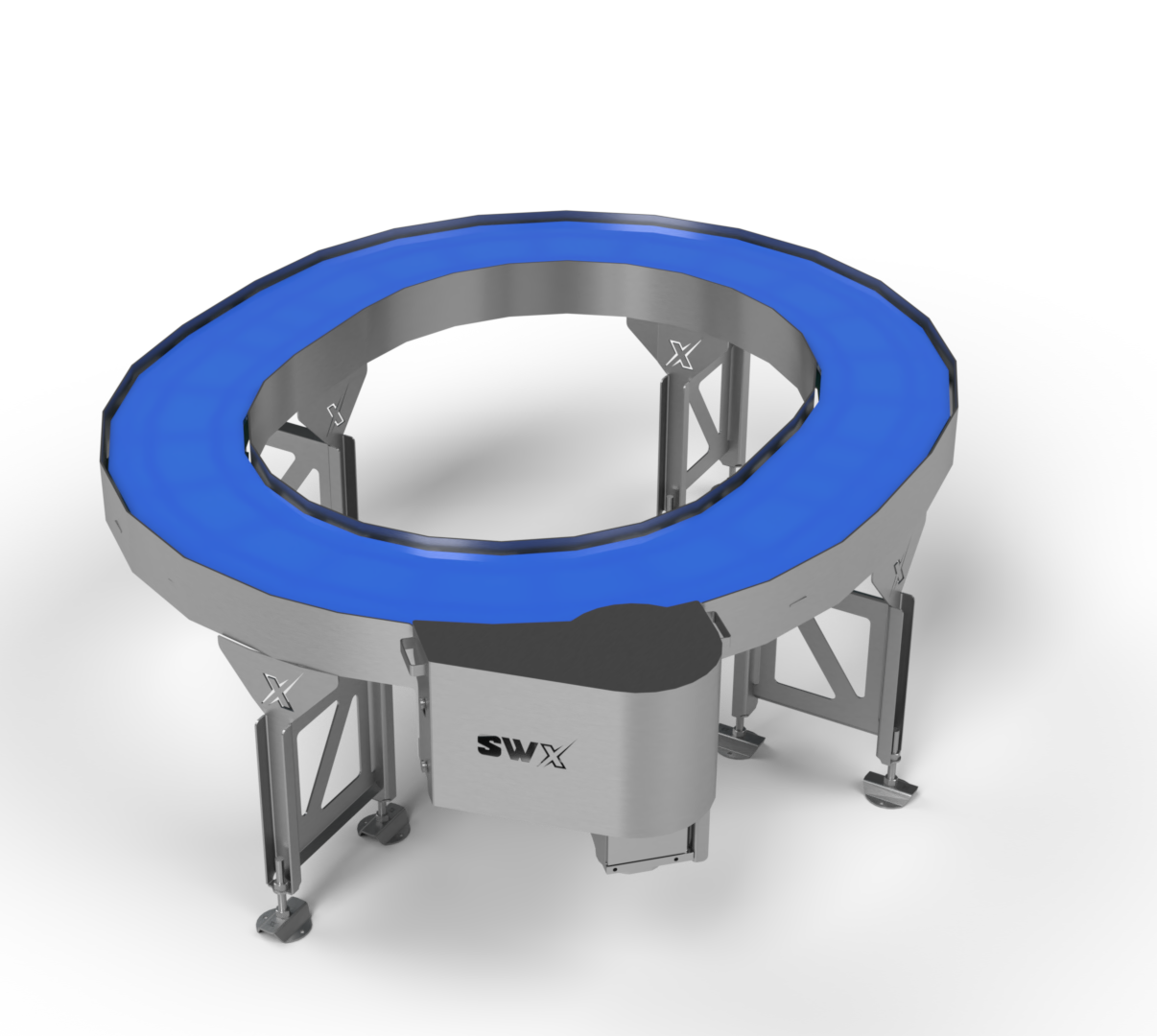
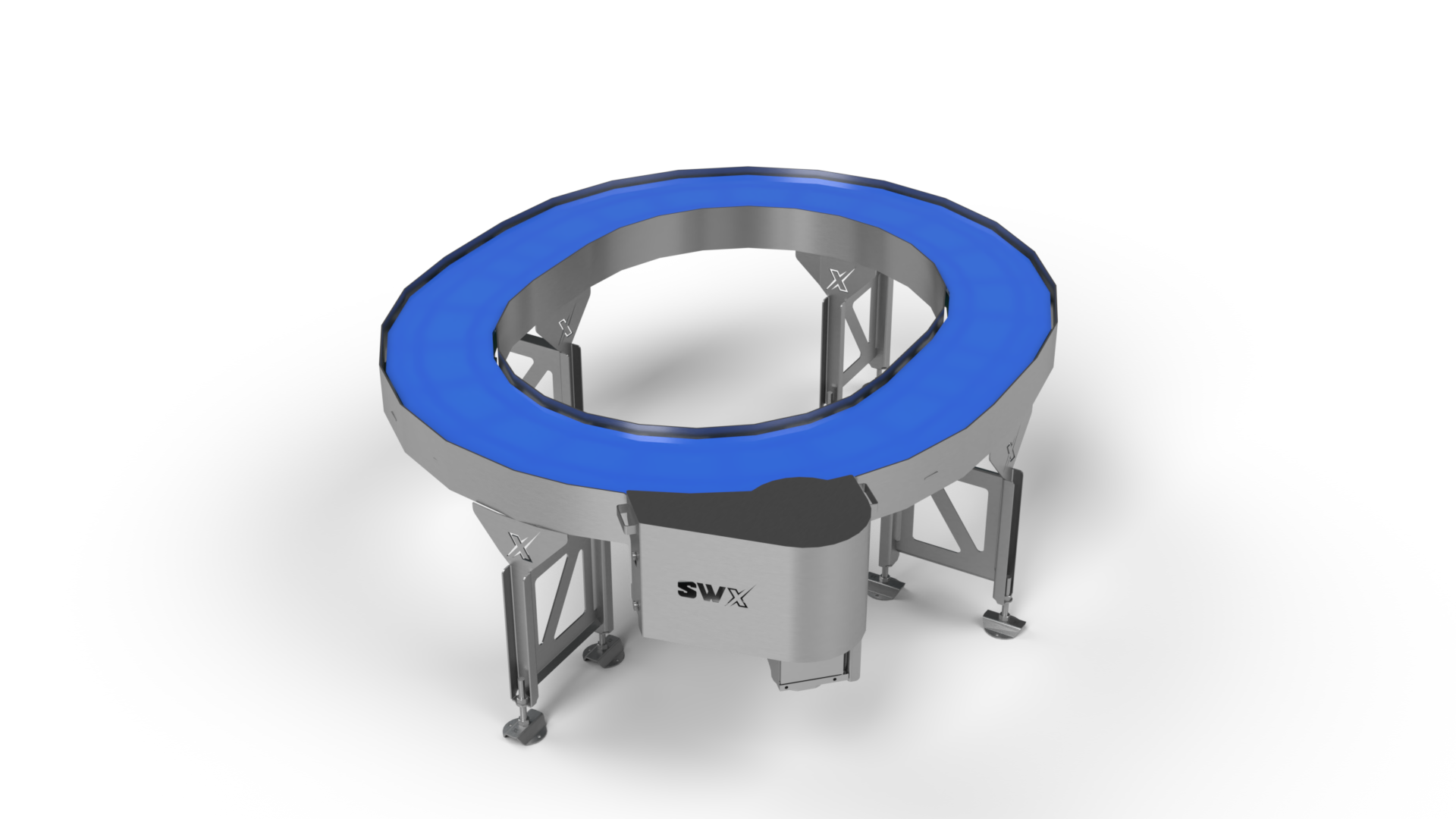
Racetrack Conveyor
Food Safety & Benefits
•
Versatile Applications: Oval conveyors are used for transporting products through packaging, assembly, inspection, sorting, and storage processes.
•
Key Roles: Enhance workflow by maintaining continuous product flow, balancing supply and demand, and supporting efficient production and packaging operations.
•
Industries Served: Common in food and beverage, pharmaceutical, manufacturing, and consumer goods industries.
•
Efficiency Boost: Automates material handling, reducing manual labor, minimizing errors, and increasing overall productivity.
•
Space Optimization: The oval design maximizes floor space utilization, ideal for facilities with limited room for linear conveyor systems.
•
Durability: Built with robust materials, such as stainless steel, for long-term reliability and use in demanding industrial environments.
•
Hygiene and Compliance: Meets regulatory standards for cleanliness and sanitation in industries like food and pharmaceuticals.
•
Safety Features: Reduces workplace injuries by automating repetitive tasks and providing secure, stable operation.
•
Customizable Designs: Offers tailored configurations to fit specific needs, including size, speed, load capacity, and integration with other equipment.
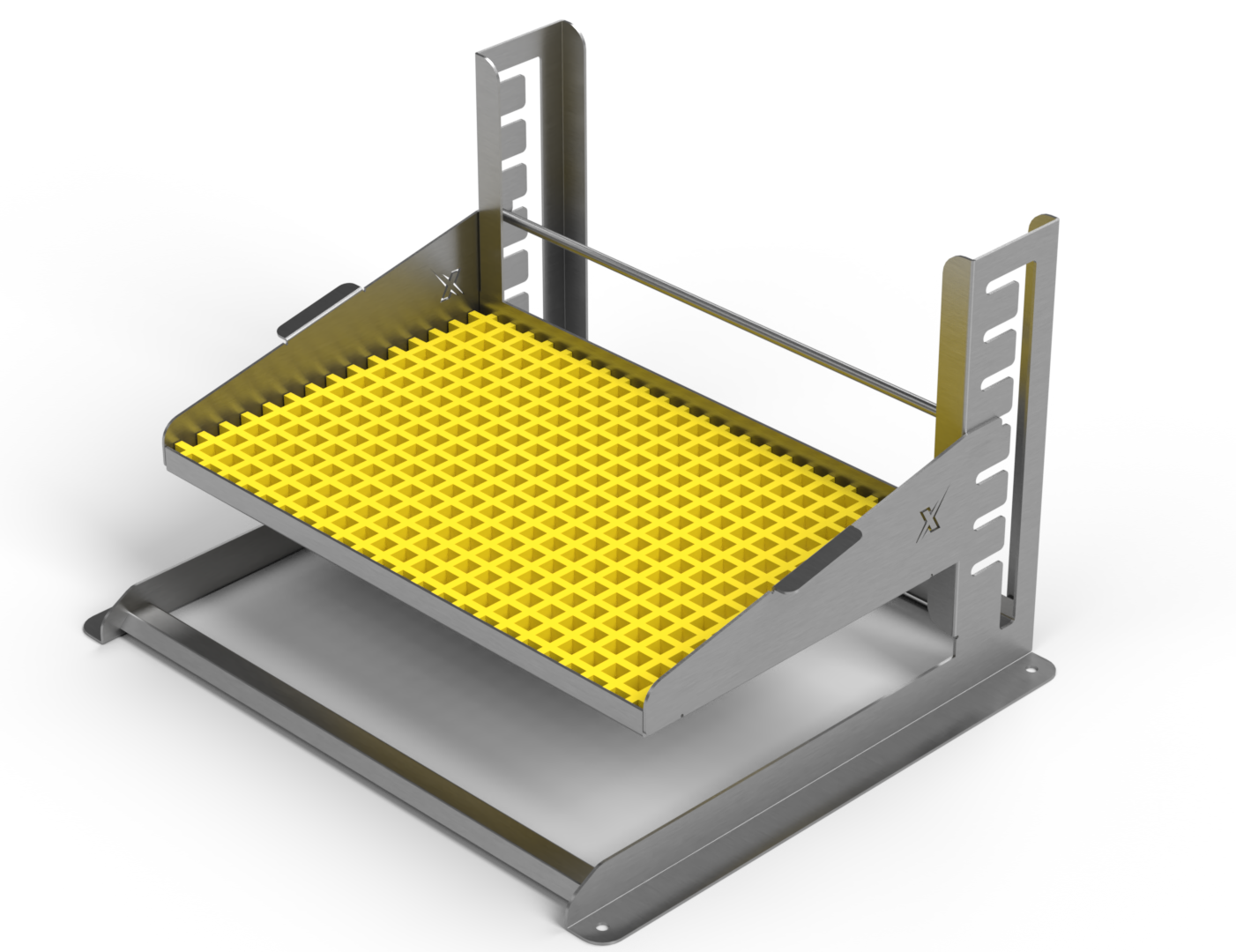
Adjustable Ergo Stand - Floor Mount
Food Safety & Benefits
•
Versatile Applications: Adjustable steps in manufacturing accommodate different product specifications, materials, and operational needs.
•
Key Roles: Enables quick changeovers, tailored production, and prototyping/testing without permanent equipment changes.
•
Customization: Allows production to be tailored to meet specific customer requirements without new setups.
•
Process Optimization: Facilitates fine-tuning for maximum efficiency and quality during production.
•
Ergonomics & Worker Safety: Adjustable physical steps improve worker comfort and safety by reducing strain.
•
Adaptation to Material Variability: Ensures consistent output despite variations in raw materials.
•Cost Savings: Reduces the need for additional machinery and tools, lowering capital expenditures.
•
Increased Efficiency: Minimizes waste by enabling precise control and adjustments.
•
Improved Product Quality: Fine-tuning ensures consistent adherence to quality standards.
•
Reduced Inventory Needs: Eliminates the need for dedicated equipment for each product variation, saving space.
•
Sustainability: Reduces waste and energy consumption by optimizing processes for efficiency.

Single Station Hand Wash
Food Safety & Benefits
•
Versatile Applications: Industrial stainless-steel sinks are used in food processing, healthcare, industrial settings, educational labs, and public facilities.
•
Key Roles: Essential for cleaning, sanitizing, and washing tools, machinery, and equipment in various industries.
•
Industries Served: Common in food processing, healthcare, manufacturing, research labs, and public spaces.
•
Durability: Resistant to corrosion, rust, and wear, ideal for environments with heavy use and exposure to chemicals.
•
Hygiene: Non-porous surface prevents bacterial buildup, easy to clean and sterilize to meet sanitary standards.
•
Aesthetic Appeal: Sleek, modern design that fits industrial and commercial spaces.
•
Versatility: Available in various sizes and configurations, customizable with features like drainboards and integrated faucets.
•
Heat & Chemical Resistance: Withstands high temperatures and strong cleaning agents without degrading.
•
Cost-Effective: Low maintenance and long-lasting, reducing the need for frequent replacements.
•
Safety Enhancement: Reduces contamination risks in food and healthcare industries due to hygienic design.
•
Space Optimization: Can be customized to fit specific operational needs and save space in busy environments.

Work Table
Food Safety & Benefits
•
Versatile Applications: Stainless steel tables are used in food preparation, manufacturing workstations, storage, and cleaning stations.
•
Key Roles: Serve as surfaces for assembling products, preparing ingredients, storing materials, and cleaning tools in various industries.
•
Industries Served:
Common in food processing, restaurants, manufacturing, and pharmaceutical industries.
•
Durability: Resistant to rust, corrosion, and staining, ideal for demanding environments with exposure to moisture, heat, or chemicals.
•
Hygiene: Non-porous, easy-to-clean surface reduces bacterial contamination, critical for food safety.
•
Strength & Stability:
Can support heavy loads, suitable for both manufacturing tasks and food prep.
•
Resistance to High Temperatures: Withstands high heat, perfect for cooking or manufacturing areas with temperature exposure.
•
Aesthetic & Professional Appearance:
Sleek, modern look associated with cleanliness and professionalism.
•
Chemical Resistance: Resists a wide range of chemicals, ideal for environments using cleaning agents or other substances.
•
Low Maintenance: Requires minimal upkeep, making it cost-effective and long-lasting.


Table Single & Double Swivel Totes
Food Safety & Benefits
· Versatile Applications: Ideal for transporting tools, office supplies, groceries, laundry, and event materials.
· Key Roles: Organizes and moves items efficiently, reducing the effort and time spent carrying heavy or bulky objects.
· Industries Served: Common in-home use, remote work, retail, events, trade shows, and food plants.
· Efficiency Boost: Enhances mobility and quick access to items, increasing productivity and reducing downtime.
· Space-Saving Design: Dual compartments help organize and separate items, keeping everything accessible and tidy.
· Durability: Built with strong materials and wheels that handle heavy loads and rough usage.
· Enhanced Mobility: Wheels provide easy transportation across various surfaces, making it ideal for people on the move.
· Customizable Features: Options for multiple compartments, dividers, or pockets for specific organization needs.
· Timesaving: Reduces the need for multiple trips by combining storage and transport in one unit.
· Convenience:
Offers a compact, collapsible design that can be stored away when not in use, saving space in smaller area.

Lung Cyclone
Food Safety & Benefits
•
Versatile Applications: Cyclones are used for drying, cooling, boiling, reacting, pneumatic conveying, combustion, and processing a wide range of materials, from food ingredients and plastic pellets to corrosive and high-temperature substances in petrochemicals.
•
Key Roles: Enhance process efficiency by effectively separating materials, improving safety, and supporting critical industrial operations.
•
Industries Served: Commonly used in manufacturing, food processing, petrochemical production, and material handling operations.
•
Efficiency Boost: Optimize processes by improving material flow, reducing energy consumption, and minimizing downtime.
•
Material Handling: Handle thousands of materials, including abrasive, toxic, and heat-sensitive substances, while maintaining system integrity.
•
Durability: Engineered with robust materials to withstand high temperatures, corrosive environments, and demanding industrial conditions.
•
Hygiene and Compliance: In food and pharmaceutical applications, cyclones meet strict regulatory standards for cleanliness, safety, and material purity.
•
Safety Features: Designed to manage hazardous materials and high-pressure environments safely, minimizing risks during operation.
•
Customizable Designs: Offer tailored solutions, including configurations for specific materials, process requirements, and industry standards.

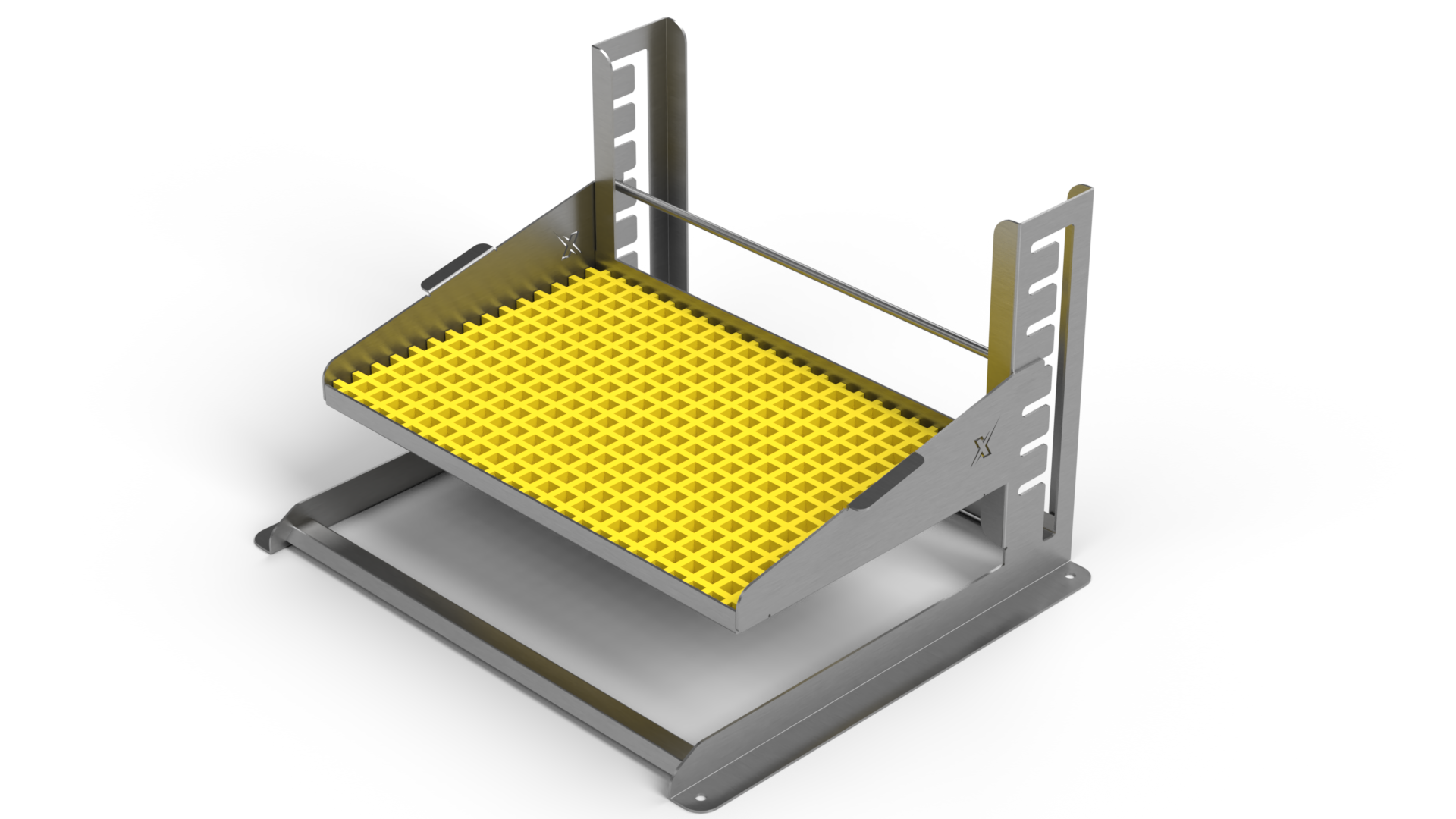
Screen Table
Food Safety & Benefits
- Versatile Applications: Screen tables are used for sorting, grading, separating, debris removal, sieving, filtering, and assisting with drying or cooling during food and manufacturing processes.
- Key Roles: Ensure product quality, improve efficiency, reduce waste, and protect downstream equipment by eliminating contaminants and irregular items.
- Industries Served: Widely utilized in food processing, manufacturing, pharmaceuticals, and industrial operations.
- Efficiency Boost: Streamlines operations by automating separation tasks, reducing manual labor, and increasing throughput.
- Hygiene and Compliance: Designed to meet stringent safety and sanitation standards in food-grade environments.
- Durability: Built with robust, corrosion-resistant materials like stainless steel for long-term performance and easy maintenance.
- Safety Features: Prevent contamination, improve product quality, and ensure the safety of workers and equipment.
- Customizable Designs: Adaptable to specific materials and processes with adjustable screen sizes, multiple screening layers, and tailored configurations.
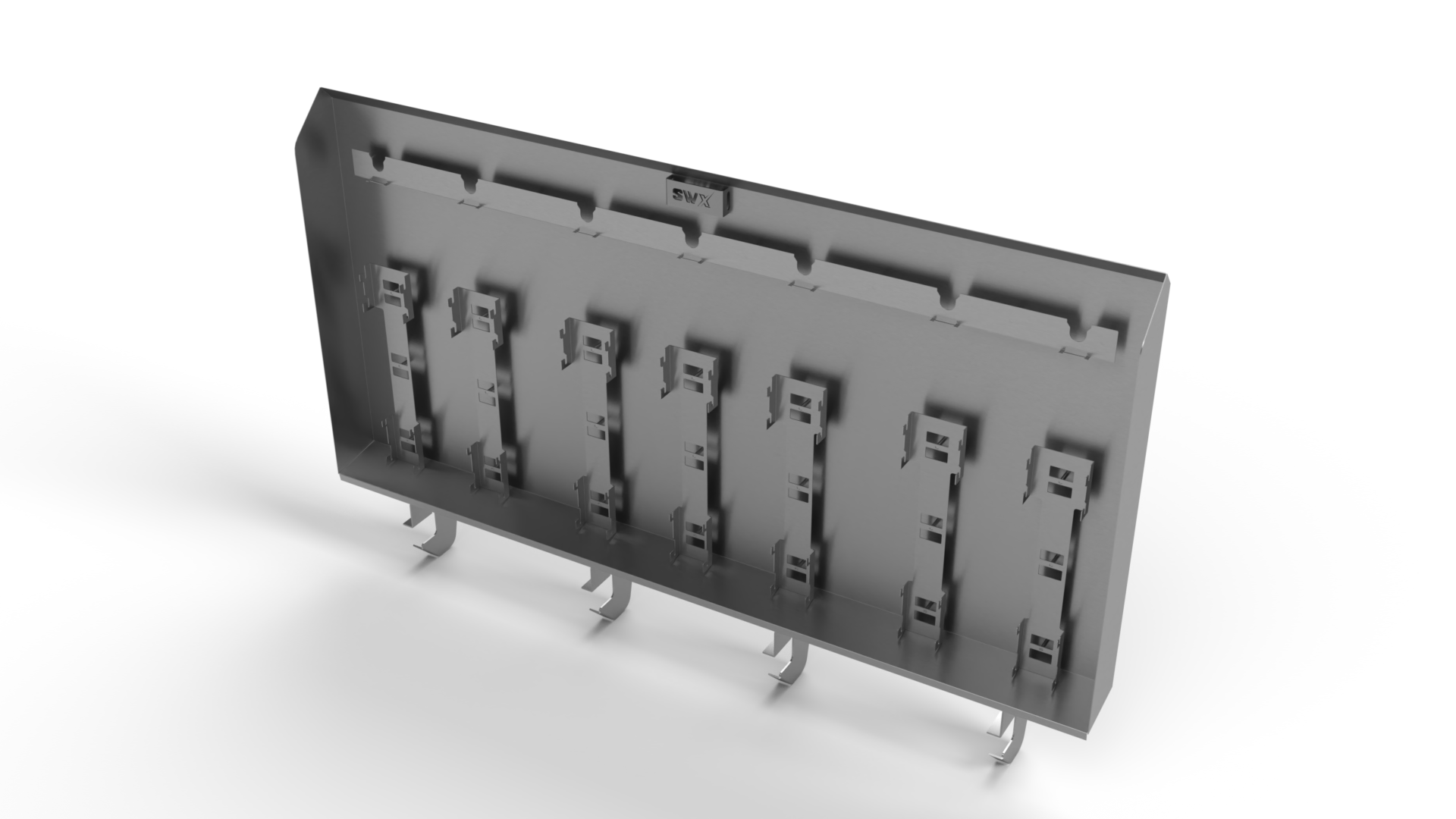
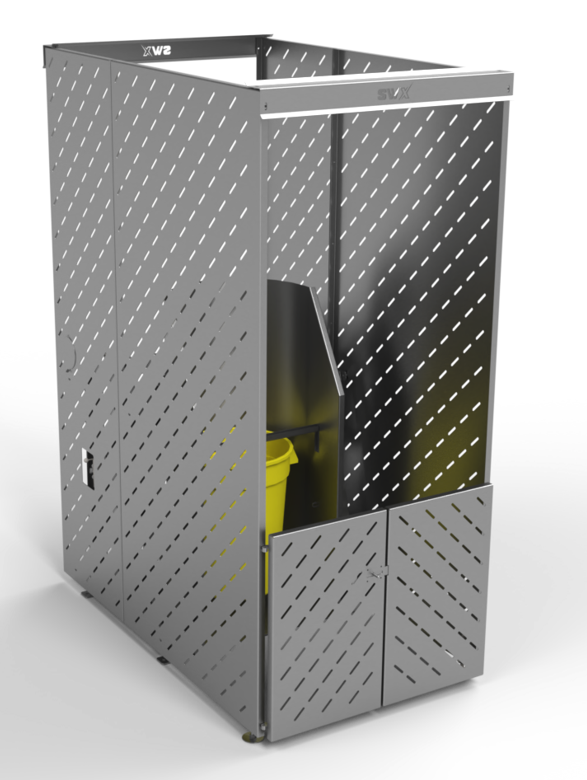
Bucket Wash - Process Platform
Food Safety & Benefits
• Versatile Applications: Bucket washing racks are suitable for cleaning, sanitizing, and drying various containers, including buckets, pails, pans, and lids, making them adaptable to different industry needs.
•
Key Roles: Enhance workflow by ensuring thorough cleaning and sanitization, reducing cross-contamination risks, improving worker safety, and complying with food safety regulations.
•
Industries Served: Widely used in bakeries, dairies, food processing plants, beverage production facilities, and other high-volume operations.
•
Efficiency Boost: Speeds up the cleaning process by accommodating multiple containers simultaneously, reducing manual labor, and lowering operational costs.
•
Space Optimization: Keeps cleaning areas organized by holding containers securely, maximizing floor space and improving workflow efficiency.
•
Durability: Constructed with robust, often food-grade materials to protect containers from wear and tear during cleaning, ensuring long-term reliability.
•
Hygiene and Compliance: Meets stringent regulatory standards such as FDA and HACCP, ensuring cleanliness and safety in food-related environments.
•
Safety Features: Minimizes manual handling, reducing the risk of injuries caused by repetitive lifting or awkward cleaning positions.
•
Customizable Designs: Can be tailored to specific industry requirements, with features like modular configurations or compatibility with various cleaning systems.

5 Valve Sanitation Station
Food Safety & Benefits
- Versatile Applications: Used for cleaning, cooling, and dispensing fluids like water, chemicals, or lubricants in manufacturing.
- Key Roles: Maintains hygiene, regulates machinery temperatures, and ensures safe handling of fluids.
- Industries Served: Common in food processing, pharmaceuticals, and chemical manufacturing.
- Efficiency Boost: Provides on-demand fluid access, reducing downtime and improving workflow.
- Waste Reduction: Precise fluid delivery minimizes waste, lowering operational costs.
- Enhanced Safety: Robust designs handle high-pressure and hazardous environments safely.
- Customizable Features: Options like temperature control and mixing valves for specific needs.
- Space-Saving Design: Compact configurations optimize facility layout.
- Regulatory Compliance:
Meets hygiene and safety standards critical in industrial settings.
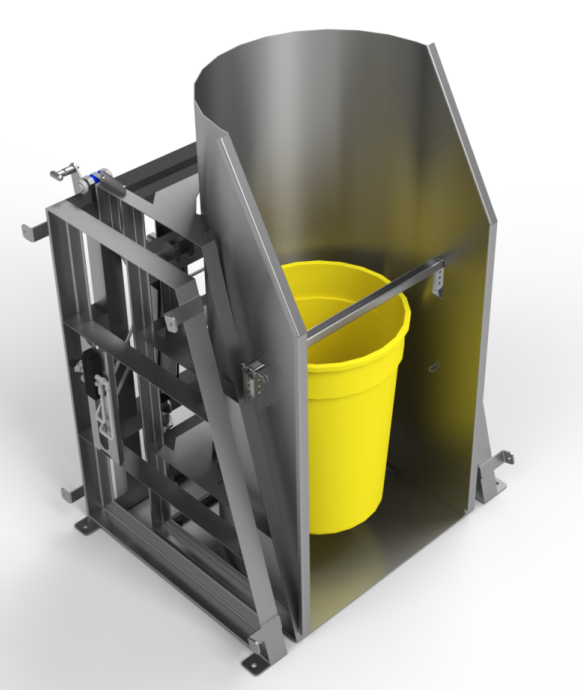
Dumper
Food Safety & Benefits
· Versatile Applications: Barrel dumpers are used for transferring liquids, powders, granules, or solid objects from drums into hoppers, conveyors, or processing equipment, ensuring seamless material handling in diverse settings.
· Key Roles: Enhance material transfer efficiency, minimize spills, maintain product integrity, and support precision in mixing, blending, or disposal tasks.
· Industries Served: Widely utilized in food processing, pharmaceutical manufacturing, chemical production, waste management, and other industries requiring efficient drum handling.
· Efficiency Boost: Streamlines operations by automating drum-emptying processes, reducing labor needs, and minimizing downtime.
· Safety and Ergonomics: Reduces risks of worker injuries by eliminating the need for manual lifting, tilting, and handling of heavy barrels.
· Durability: Constructed with robust materials to withstand heavy-duty use, ensuring long-term reliability in industrial environments.
· Controlled Operation: Allows precise control of dumping speed and angle, preventing product wastage, spills, or damage.
· Customizable Designs: Adaptable to various drum sizes, materials, and operational requirements, with options for adjustable heights, tilting angles, and compatibility with automated systems.
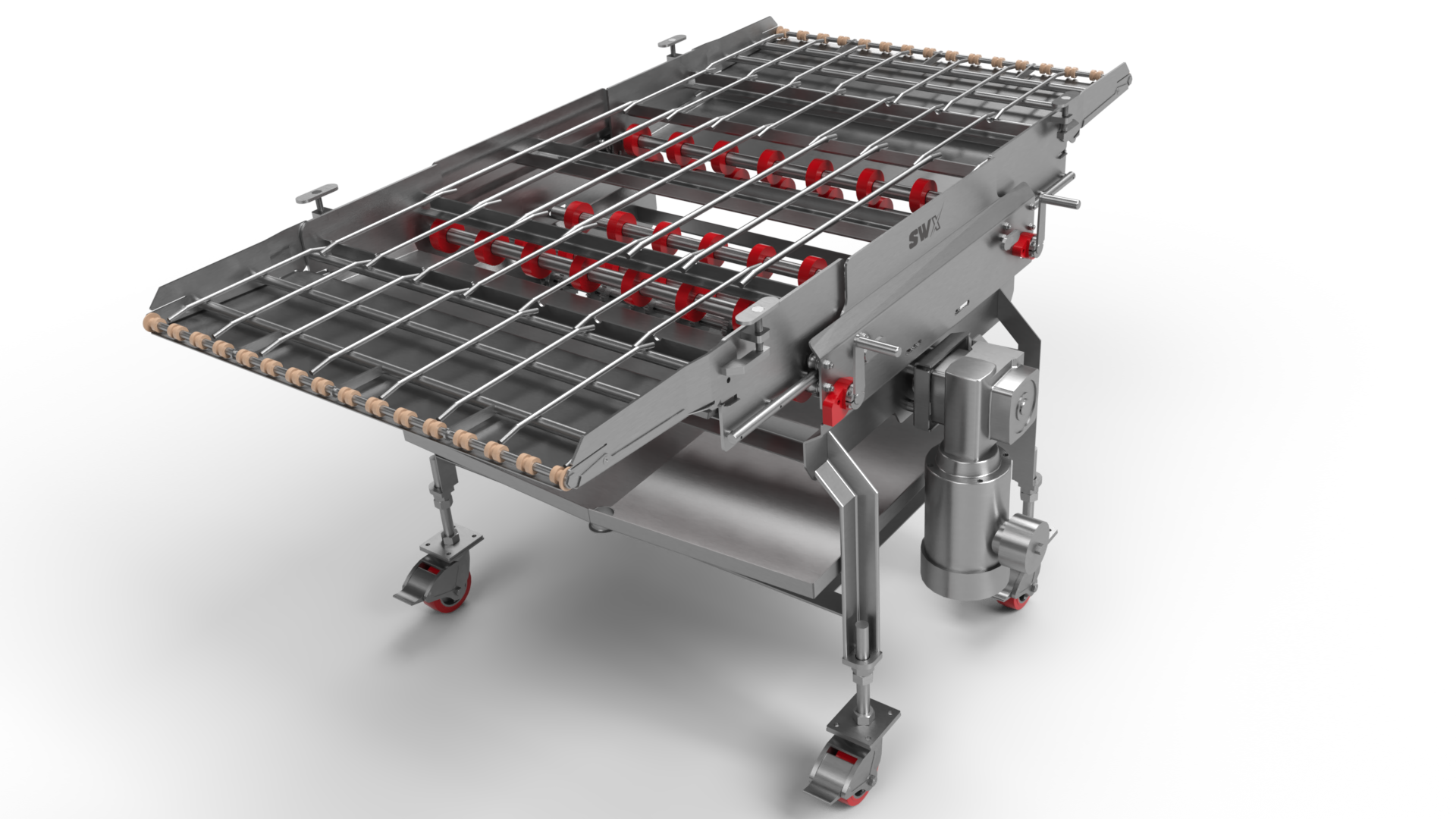
Extendable Wirebelt
Food Safety & Benefits
· Versatile Applications: Wire belt conveyors are used for transporting a wide range of materials, including food products, metal parts, and heavy industrial goods, ensuring efficient movement in various manufacturing, processing, and packaging environments.
· Key Roles: Improve material handling efficiency, facilitate processes like baking, cooling, and drying, support product integrity, and ensure smooth transitions between production stages.
· Industries Served: Commonly used in food processing, metalworking, packaging, automotive assembly, electronics, and industries with harsh environmental conditions requiring durable conveyor systems.
· Efficiency Boost: Enhances production flow by providing continuous material movement, reducing bottlenecks, and minimizing downtime due to the high strength and reliability of the wire belt.
· Safety and Ergonomics: Reduces worker strain by automating the transfer of heavy or hot items, preventing manual lifting or handling of potentially dangerous materials.
· Durability: Constructed from robust materials like stainless steel, these conveyors offer long-term performance, even under extreme conditions like high temperatures, corrosion, or exposure to heavy loads.
· Controlled Operation: Allows precise control over material movement, ideal for applications that require careful handling of delicate or temperature-sensitive products, minimizing waste and damage.
· Customizable Designs:
Can be tailored to fit specific operational needs, with options for mesh size, belt width, material composition, and adaptability to varying temperatures and load capacities.
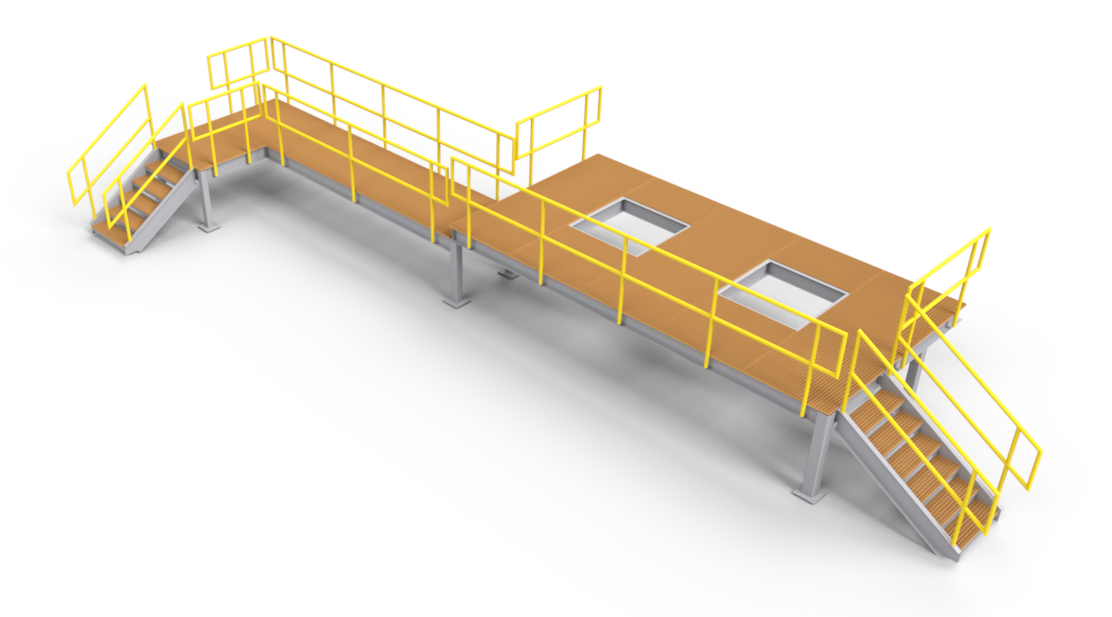
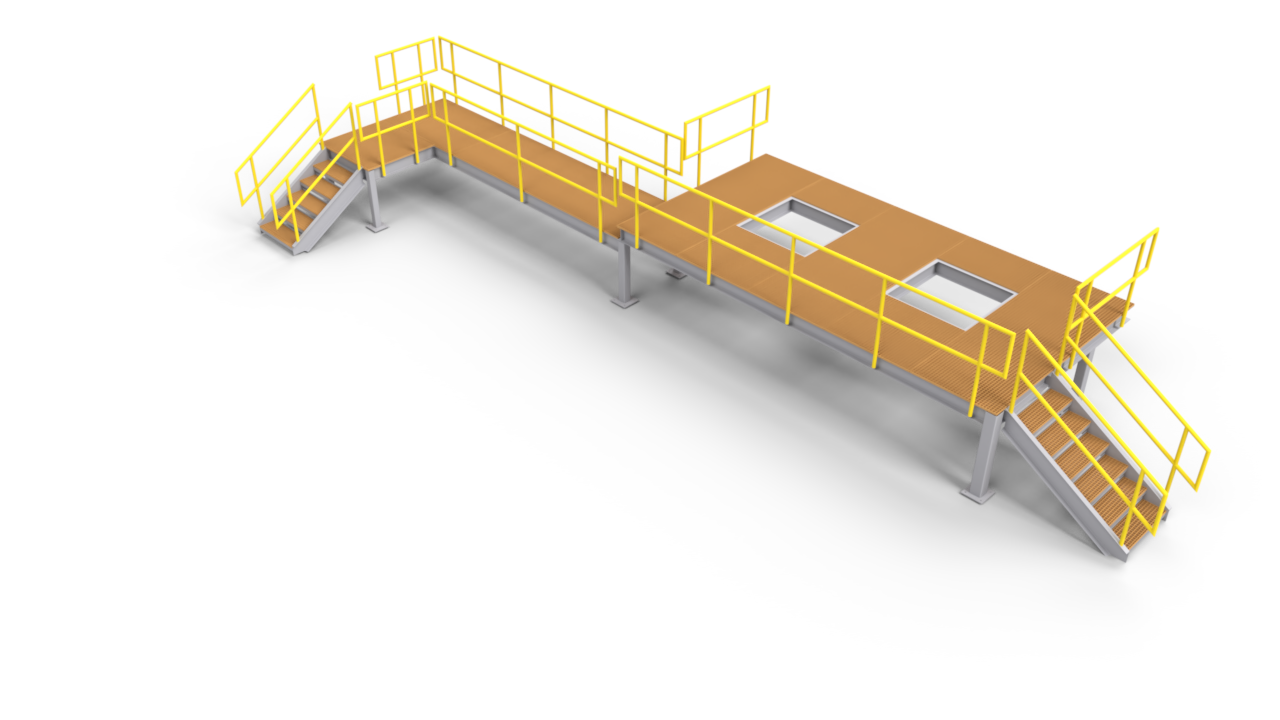
Platforms
Food Safety & Benefits
· Versatile Applications: Platforms are used for accessing elevated areas, supporting conveyor systems, organizing materials, and performing assemby, inspection, and cleaning tasks.
· Key Roles: Enhance workflow by improving safety, optimizing space, and providing ergonomic access to machinery and workstations.
· Industries Served: Common in manufacturing, food processing, warehousing, and maintenance operations.
· Efficiency Boost: Streamlines operations by reducing manual labor, increasing productivity, and minimizing downtime during maintenance and cleaning.
· Space Optimization: Maximizes vertical space usage, creating additional storage or operational areas without expanding the facility footprint.
· Durability: Constructed with robust, often food-grade materials like stainless steel for long-term use and easy maintenance.
· Hygiene and Compliance: In the food industry, platforms meet strict regulatory standards for cleanliness, safety, and sanitation.
· Safety Features: Provide secure access to elevated areas, reducing the risk of workplace injuries and improving ergonomic conditions.
· Customizable Design: Offer tailored solutions for specific industry needs, such as modular configurations or adjustable heights.